The Design Rules of Plastic Injection Parts
Leave a message
The Design Rules of Plastic Injection Parts
Deep Mould is good at plastic mold desgin,due to our experience,we also would like to share some opinions about the design rules of a plastic injection part.
Maximum wall thickness
Decrease the maximum wall thickness of a part to shorten the cycle time (injection time and cooling time specifically) and reduce the part volume
INCORRECT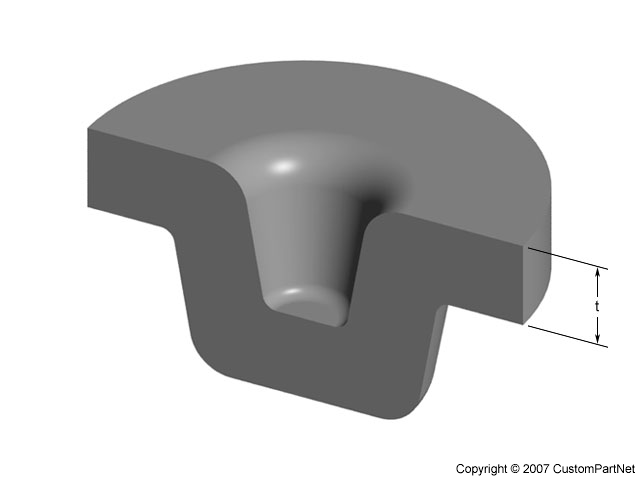 Part with thick walls | CORRECT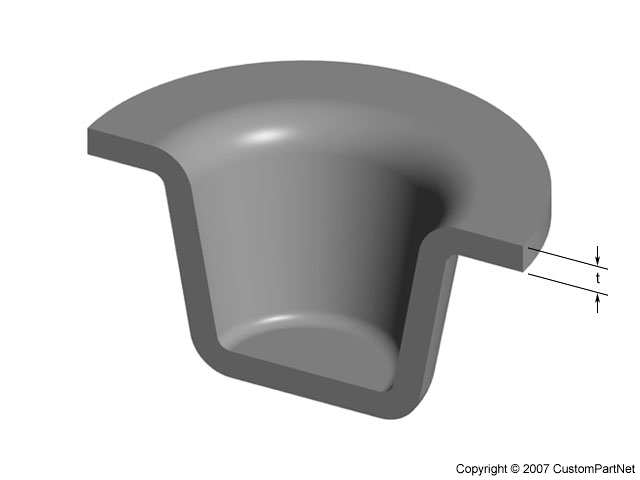 Part redesigned with thin walls |
Uniform wall thickness will ensure uniform cooling and reduce defects
INCORRECT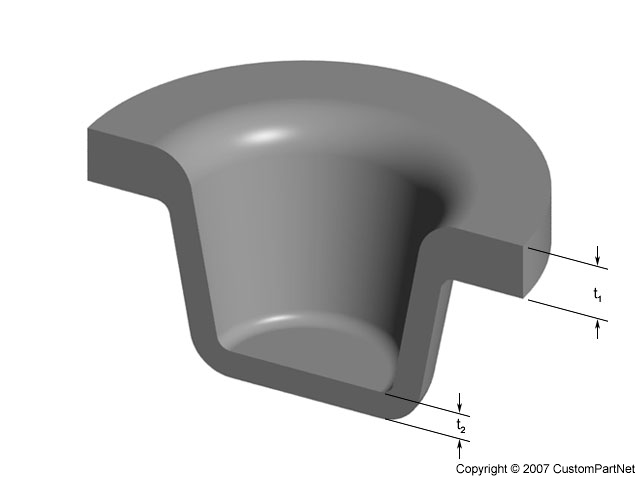 Non-uniform wall thickness (t1 ≠ t2) | CORRECT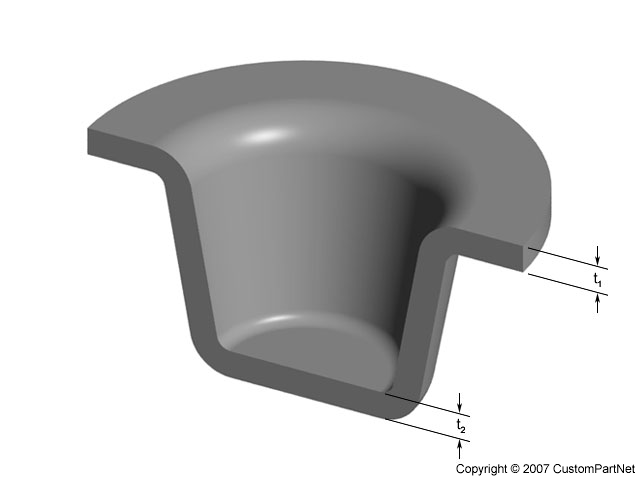 Uniform wall thickness (t1 = t2) |
Corners
Round corners to reduce stress concentrations and fracture
Inner radius should be at least the thickness of the walls
INCORRECT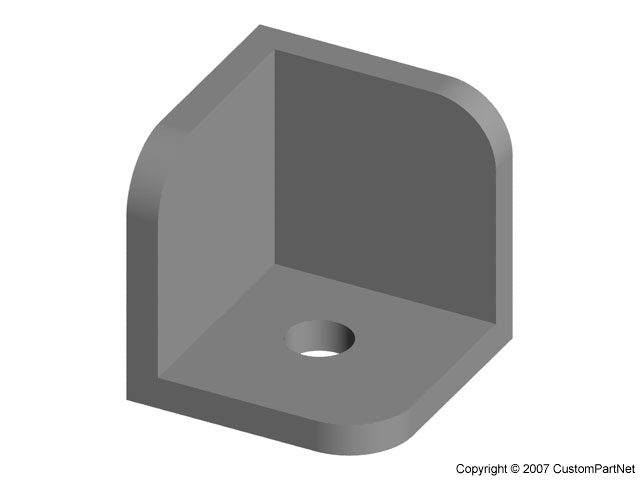 Sharp corner | CORRECT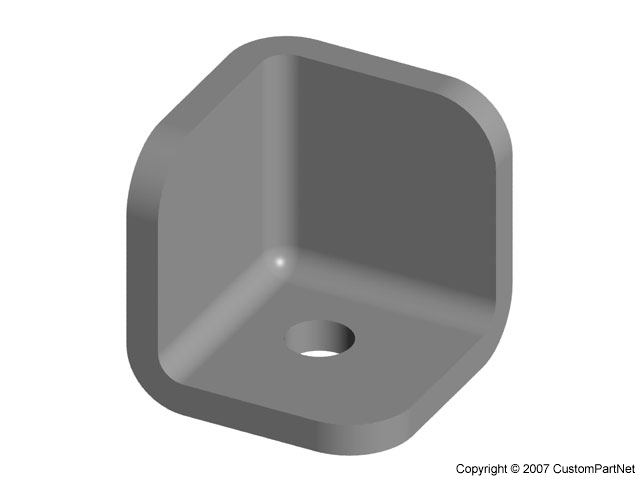 Rounded corner |
Draft
Apply a draft angle of 1° - 2° to all walls parallel to the parting direction to facilitate removing the part from the mold.
INCORRECT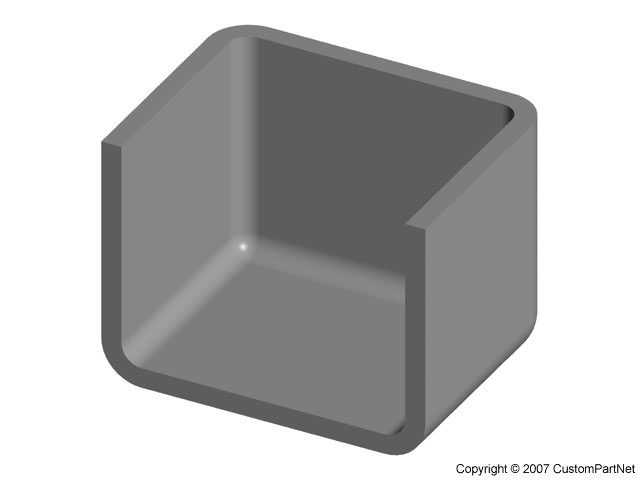 No draft angle | CORRECT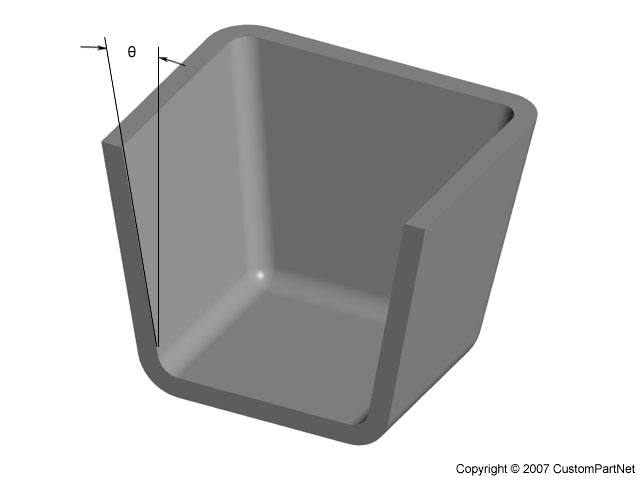 Draft angle (q) |
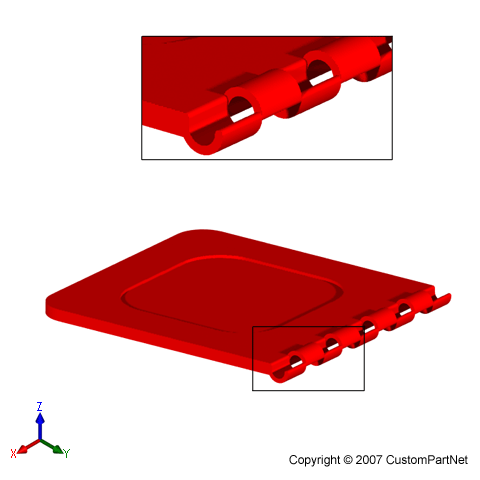
Ribs
Add ribs for structural support, rather than increasing the wall thickness
INCORRECT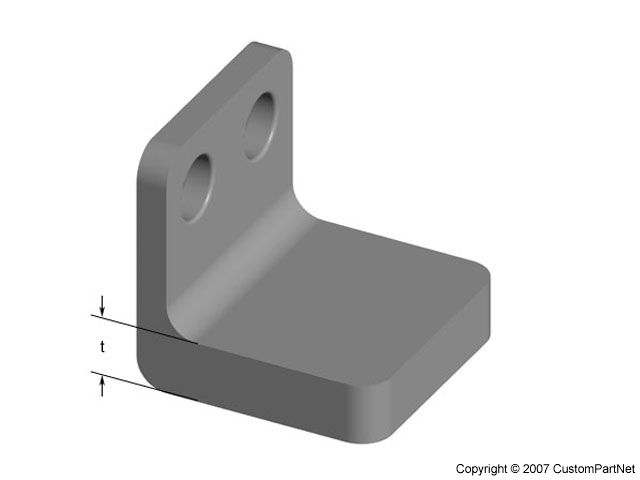 Thick wall of thickness t | CORRECT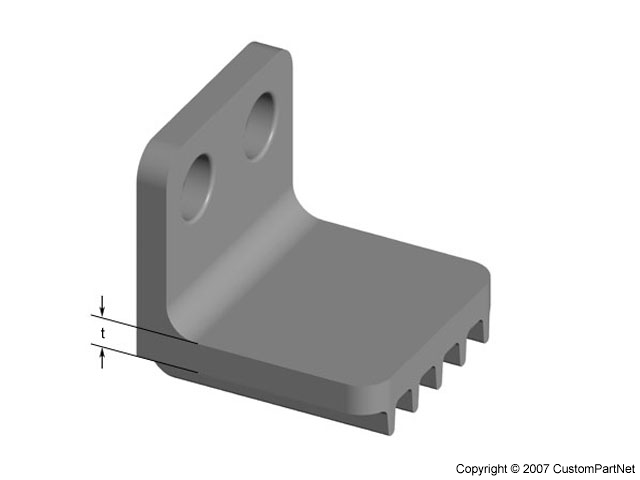 Thin wall of thickness t with ribs |
Orient ribs perpendicular to the axis about which bending may occur
INCORRECT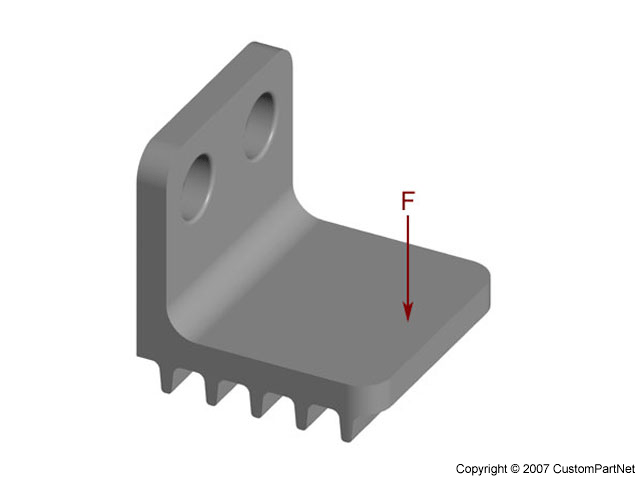 Incorrect rib direction under load F | CORRECT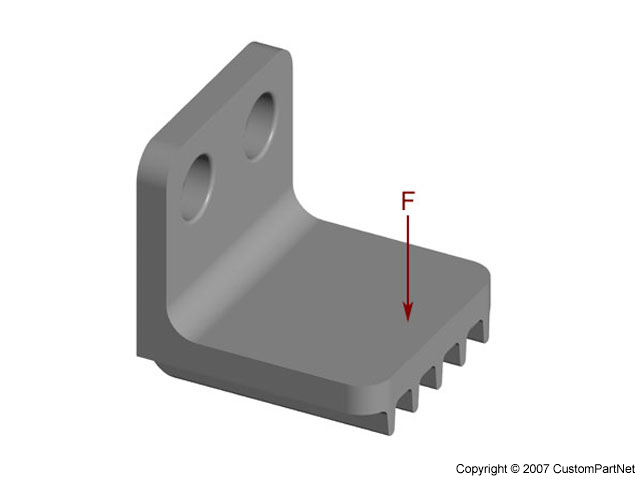 Correct rib direction under load F |
Thickness of ribs should be 50-60% of the walls to which they are attached
Height of ribs should be less than three times the wall thickness
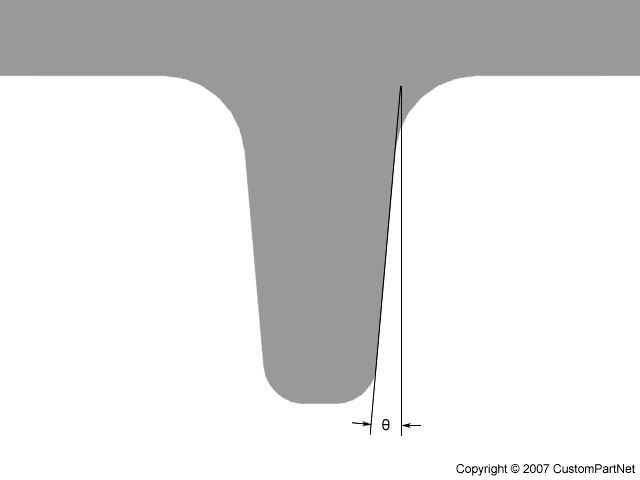
Round the corners at the point of attachment
Apply a draft angle of at least 0.25°
INCORRECT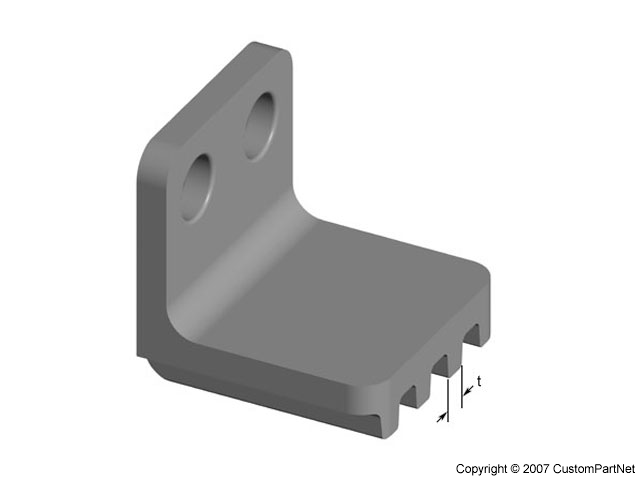 Thick rib of thickness t | CORRECT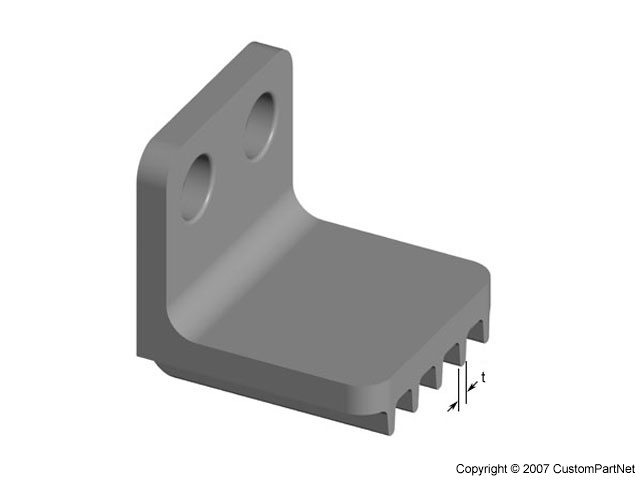 Thin rib of thickness t |
 Close up of ribs |
Bosses
Wall thickness of bosses should be no more than 60% of the main wall thickness
Radius at the base should be at least 25% of the main wall thickness
Should be supported by ribs that connect to adjacent walls or by gussets at the base.
INCORRECT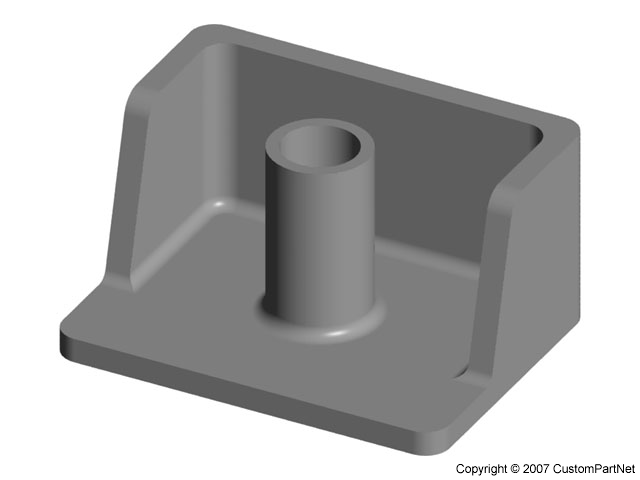 Isolated boss | CORRECT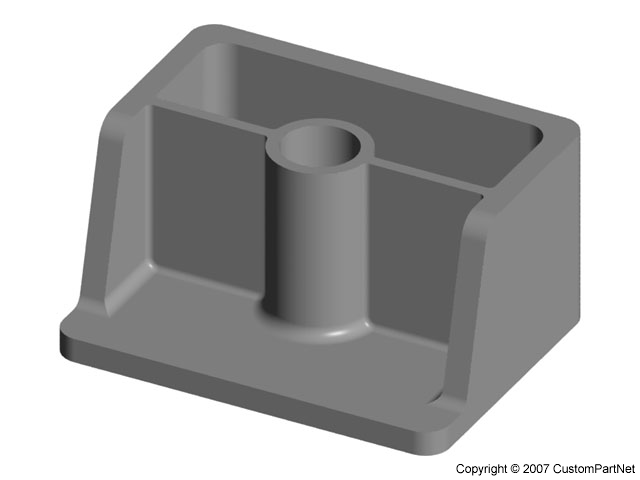 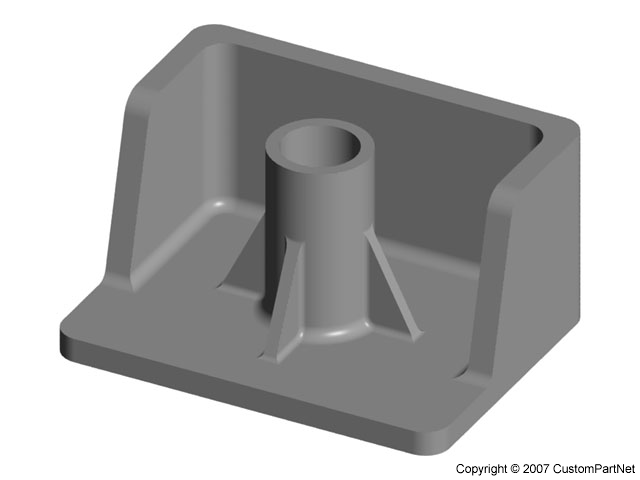 Isolated boss with ribs (left) or gussets (right) |
If a boss must be placed near a corner, it should be isolated using ribs.
INCORRECT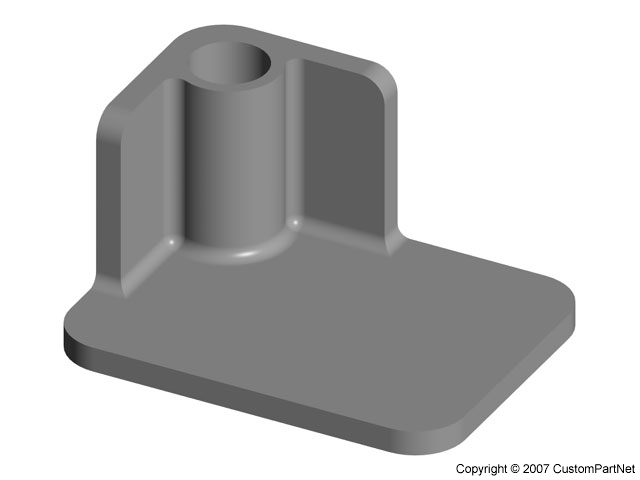 Boss in corner | CORRECT Ribbed boss in corner |
Undercuts
Minimize the number of external undercuts
External undercuts require side-cores which add to the tooling cost
Some simple external undercuts can be molded by relocating the parting line
 Simple external undercut | 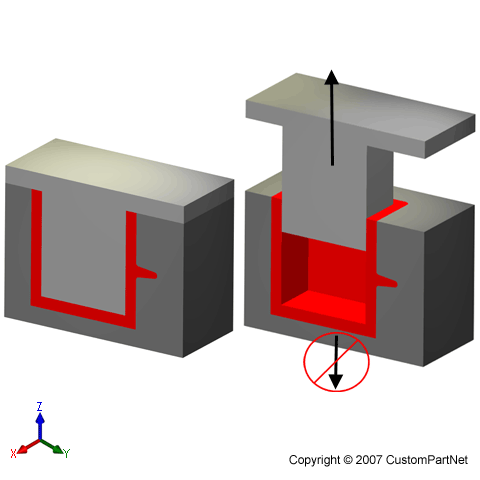 Mold cannot separate | 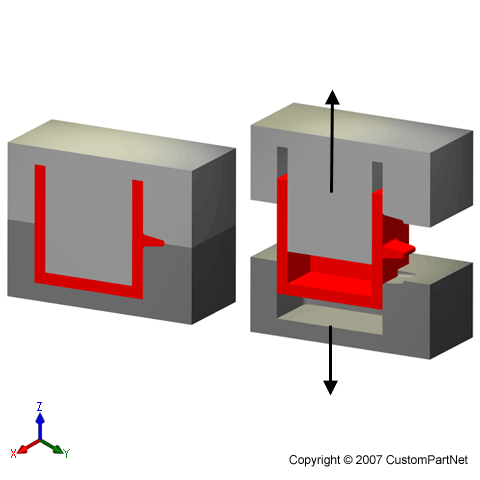 New parting line allows undercut |
Redesigning a feature can remove an external undercut
 Part with hinge | 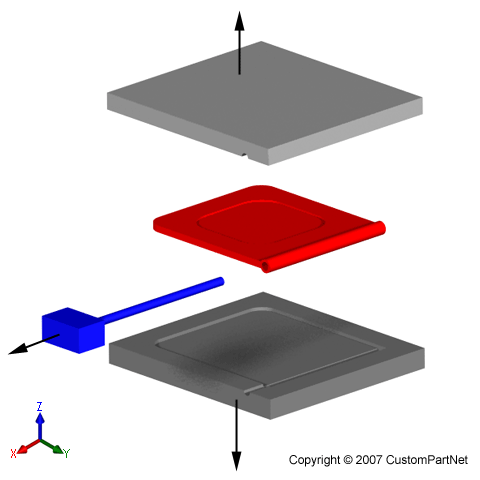 Hinge requires side-core |
 Redesigned hinge | 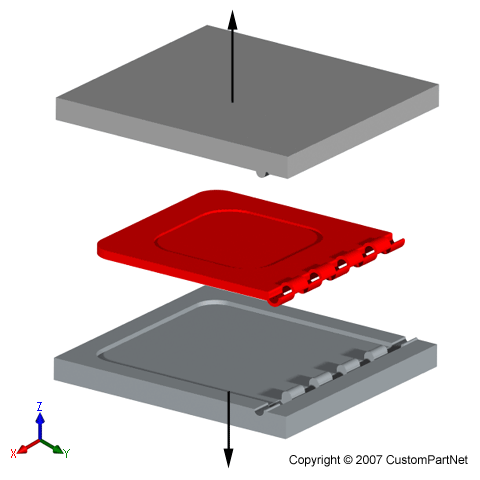 New hinge can be molded |
Minimize the number of internal undercuts
Internal undercuts often require internal core lifters which add to the tooling cost
Designing an opening in the side of a part can allow a side-core to form an internal undercut
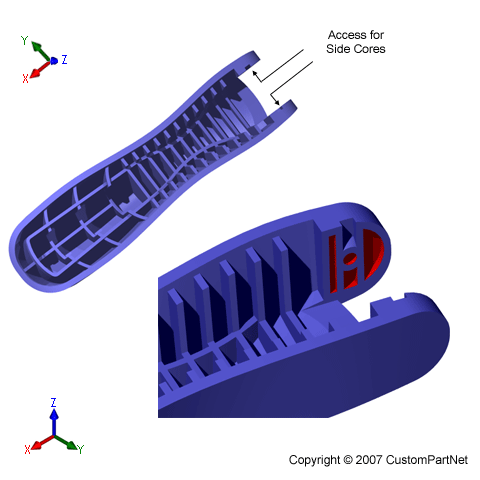 Internal undercut accessible from the side |
Redesigning a part can remove an internal undercut
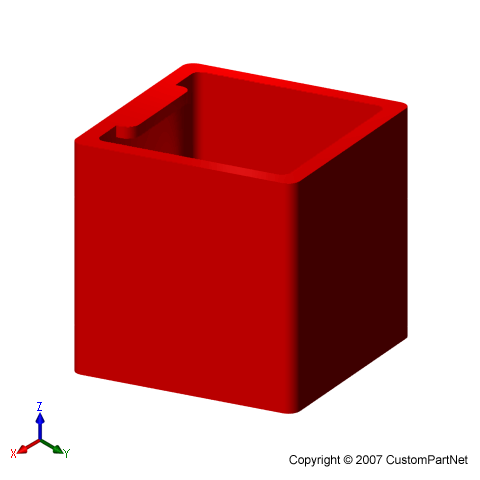 Part with internal undercut | 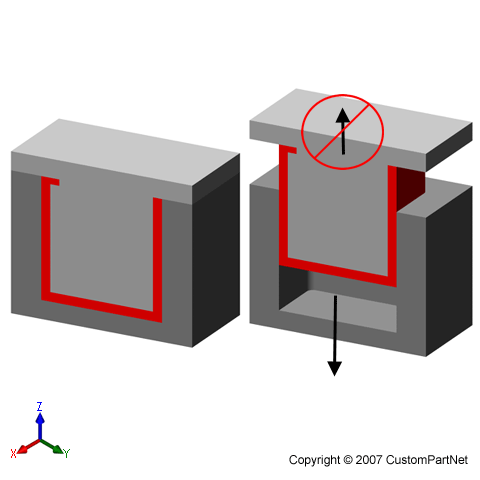 Mold cannot separate |
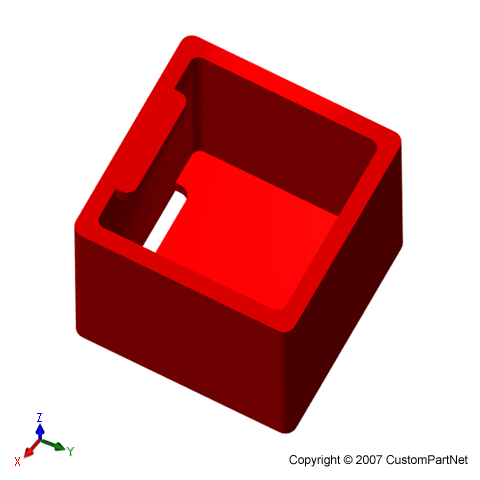 Part redesigned with slot | 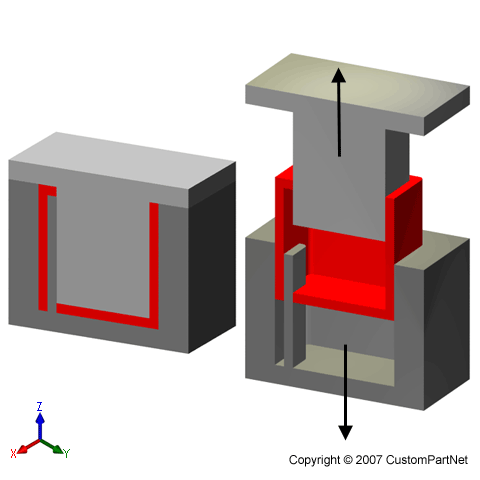 New part can be molded |
Minimize number of side-action directions
Additional side-action directions will limit the number of possible cavities in the mold
Threads
If possible, features with external threads should be oriented perpendicular to the parting direction.
Threaded features that are parallel to the parting direction will require an unscrewing device, which greatly adds to the tooling cost.
Contact Us

B Block,No 21,Nan Xing Three Street,Nan Fang Industrial Park,
Bei Ce,Humen,Dong Guan,Guang Dong,China.
Skype: Deepmould
Tel:86-15024107707
Tags: Plastic Part Design,Custom 2K Injection Molding,BI-Injection Molding,Custom Plastic Toolings,Manufacturing Plastic boxes,Plastic Molding,Custom Injection Molding





